





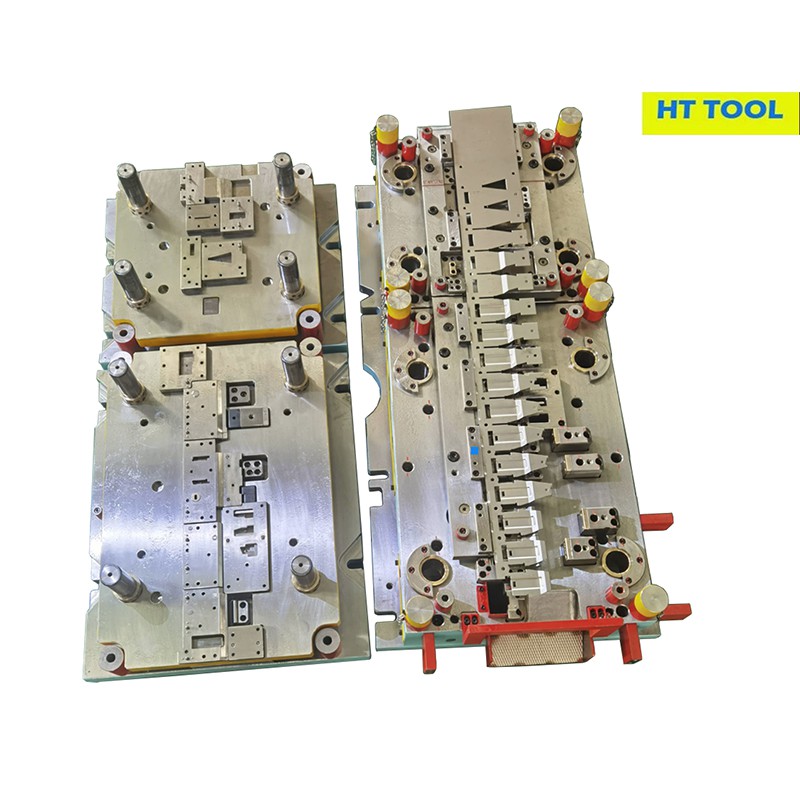
Sammensat værktøj og progressivt værktøj
Produktstørrelse: 2500L*700W*550H
Materiale: Kulstofstål, rustfrit stål, aluminiumsplade, messing, kobber eller galvaniseret metalplade osv.
Produktbeskrivelse
|
Produktnavn |
Sammensat værktøj og progressivt værktøj |
|
Varenr. |
HTSD-004 |
|
Produktstørrelse |
2500L*700W*550H |
|
Materiale |
Kulstofstål, rustfrit stål, aluminiumsplade, messing, kobber eller galvaniseret metalplade mm. |
|
Materiale tykkelse |
0.5-8mm eller tilpasset |
|
Overfladebehandling |
Forzinket, pulverlakeret, maling, polering, børstning, forkromning, anodisering, sandblæsning mv. |
|
Bearbejdningsudstyr |
CNC, EDM, Argie Charmilles, fræsemaskine, 3DCMM, |
|
Logo metode |
Lasergravering, CNC gravering |
|
Industriansøgning |
Biler, husholdningsapparater, elektronik, rumfart |
|
Emballage |
Trækasse eller efter ønske |
|
Testfacilitet |
Tre koordinat målemaskine, mikrometer, skydelære, 3D scanner |
|
Produktionsevne |
150 sæt årligt |
Introduktion af sammensat værktøj og progressivt værktøj:
Sammensatte stansematricer er lavet ved hjælp af sammensatte matricedesign. Denne matrice er lavet til at udføre flere opgaver med hvert tryk, og de bruges til skæreoperationer som blanking og piercing. På grund af deres evne til at udføre opgaver hurtigere end simple stansematricer, er sammensatte stansematricer mere velegnede til indviklede eller vanskelige job.
Progressiv værktøjsstempling er ideel til lange produktionsserier på grund af dens høje repeterbarhed. En enkelt maskine med flere matricestationer bruges i denne metalstemplingsmetode. Hver station, hvor en stemplingsoperation udføres, flytter automatisk en metalstrimmel af lagermateriale. Den færdige del skal derefter skæres fri af strimlen som sidste trin.


Sammensat værktøj og progressiv værktøjsproces
Sammensat værktøj og progressivt værktøj tilbyder en omkostningseffektiv og effektiv metode til fremstilling af store mængder ved at bruge en progressiv matrice. Matricen indeholder adskillige stansestationer, der udfører unikke formningsoperationer, da en strimmel metalplade føres gennem maskinen. Kombination af de nødvendige stanseværktøjer i ét matricesæt forbedrer effektiviteten af stemplingsprojektet.
Følgende komponenter er afgørende for en progressiv matrice:
❆Die sæt
❆Skæringsknapper (bøsninger)
❆Slag
❆Punch Holder
❆Plade (sektion)
❆Nåle
❆Sneglerydning
❆Stripper
Sammensat værktøj og progressivt kan også omfatte funktioner såsom sub-liners, stopklodser, dias eller sensorer. Det primære mål med disse komponenter er at sikre nøjagtig håndtering af materialet.
Progressiv metalstempling følger disse trin:
Den progressive matrice er placeret inde i en frem- og tilbagegående stansepresse.
Pressen bevæger sig op, bringer topmatricen med sig og lader metalstrimlen føres ind i udstyret.
Når pressen bevæger sig nedad, lukker matricen for at udføre stemplingsoperationen.
En færdig del frigøres fra matricen ved hvert tryk på pressen.
Den endelige afskæringsstation adskiller de færdige dele fra transportbanen.
Vores tjenester
CAE analyse:Nøjagtig CAE-analyse hjælper med at forbedre delekvaliteten og optimere den progressive metalstempling og anden stemplingsværktøjsproces. Samtidig ingeniørarbejde, produktdesigngennemgang og tidlig involvering kan hjælpe med at forkorte projektets gennemløbstid. Dette er et eksempel på vores progressive metalstempling CAE-simulering:
CAE simulering

3D simulering af overførselsmatricer

Design af stempling:I værktøjsdesignafdelingen er vi i stand til at give vores kunder et komplet udvalg af tjenester. Ingeniører bruger AUTOFORM til at sikre fremstillingsevnen af stemplinger og simulering (undersøgelser fra revner, rynker, rebound, kompensation, videoer osv. er tilgængelige). Til komplet 3D/2D-værktøjsdesign bruger vores designere (x9) UG-software.
3D progressiv metalstemplingdesign

3D overføre matricendesign

Projektledelse:For hvert progressivt metalstemplingsprojekt vil vi tildele en projektingeniør til at styre hele proceduren fra idéen om begyndelsen til perfekt afslutning. Vi har et vidunderligt projektlederteam, som har en stærk ingeniørbaggrund og god til engelsk kommunikation. Dette hjælper dit projekt til at forløbe problemfrit og godt under kontrol. Vi vil holde kunden opdateret om detaljerede oplysninger om dette projekt ved ugentlig rapport og opdaterede billeder. Det er nemt for kunden at styre projektet på samme tid. Vi vil levere høj standard af kundeservice ved selvforbedring. Bare et telefonopkald eller en e-mail, og du vil se, at vi er klar til dig når som helst.

Produktionsomkostningsoptimering:Når vi arbejder tæt med kunder fra procesplanlægning til værktøjsdesign, bruger vi altid mange ressourcer og kræfter på at maksimere hastighederne for materialeudnyttelse og trykslag og minimere antallet af værktøjsstationer, samtidig med at vi sikrer produktionsstabilitet og repeterbarhed.

Fremstilling af prægematrice:HT TOOL er i stand til at skabe progressiv metalstempling internt for at imødekomme alle vores kundebehov. Vores ingeniørafdeling arbejder sammen med vores dygtige personale for at sikre kvaliteten af dine dele. Nedenstående diagram er vores liste over bearbejdningsudstyr:
|
Varenr. |
Udstyr |
Specifikation (mm) |
ANTAL |
|
1 |
Tryk på Maskine |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Tre-i-en fodermaskine |
Bredde 600 mm, tykkelse 0.5- 4,5 mm |
1 |
|
5 |
Tre-i-en fodermaskine |
Bredde 1200mm, tykkelse 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Overfladeslibemaskine |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Manuel slibemaskine |
150*400 |
2 |
|
10 |
Lodret boremaskine |
ф1~32 |
3 |
|
11 |
Radial boremaskine |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Fræsemaskine |
1150*500*500 |
2 |
|
14 |
Normale trådskæremaskiner |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Hurtige trådskæremaskiner |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D Scanner |
650*550 |
1 |
Stempling die prøve: Vi har Mechanical Press fra 200T op til 800T

200T Mekanisk Presse
Max bordstørrelse: 2400*840*550mm

400T mekanisk presse
Max bordstørrelse: 3300*1500*750mm

800T Mekanisk Presse
Max bordstørrelse: 4200*1800*1200mm
One-stop shop service:Som en professionel progressiv metalstemplingsproducent i den kinesiske værktøjsindustri med solid kapacitet og betydelig kapacitet, tilbyder HT Tool and Die en integreret løsning til kunder ved at designe og bygge kold- og varmformningsværktøjer, kontrollere armaturer og svejsestik i den globale bilindustri industri.
Sammenligningen mellem stemplingsmatricer: Simple versus Compounddøvs. progressivmetalstemplingvs. Transfer Dies
|
Feature |
Simpel Die |
Sammensat matrice eller kombinationsmatrice |
Progressivmetalstempling |
Transfer Die |
|
Operationer |
Enkelt operation |
Flere operationer (enkelt slag). Meget begrænset til design. |
Flere operationer (sekvens). Lidt begrænset til design. Nogle komplekse tegneoperationer ville kræve en overføringsmatrice |
Flere operationer (overførsel mellem stationer). Enhver operationsproces er mulig. |
|
Stationer |
Én station |
Én station |
Flere stationer |
Flere stationer |
|
Kompleksitet |
Lav |
Lav til medium |
Høj kompleksitet |
Høj kompleksitet |
|
Skimmeltest og opsætning |
Let |
Vanskelig |
Moderat. Moduler reducerer kompleksiteten og øger opsætningseffektiviteten. |
Normalt lettere end progressiv, men kræver forflytnings- og løfteanordninger, der også er komplekse at designe. |
|
Effektivitet |
Meget lav |
Lav |
Meget høj |
Høj. Langsommere end progressiv givet de nødvendige overførselsoperationer. |
|
Koste |
Lave værktøjsomkostninger, høje enhedsomkostninger |
Mellem værktøjsomkostninger, mellemstore enhedsomkostninger |
Høje værktøjsomkostninger, meget lave enhedsomkostninger |
Normalt højere værktøjs- og enhedsomkostninger end progressive |
|
Produktionsvolumen |
Lav lydstyrke |
Middel til høj lydstyrke |
Høj volumen (egnet til masseproduktion) |
Høj volumen, (egnet til masseproduktion) |
|
Egnethed |
Simple dele |
Simple dele |
Komplekse dele |
Større og/eller konkave dele, komplekse dele |
|
Materialeudnyttelsesgrad |
Moderat til høj |
Moderat til høj |
Moderat. Behovet for piloter og transportører kan reducere materialeudnyttelsen. Et godt design kan i høj grad reducere det producerede skrot. |
Moderat til høj |
|
Blankeoperation |
1 slag |
1 slag |
Den sidste operation |
Den første operation |
Sammensat værktøj og progressivt værktøj Anvendelse:

Forsendelse og pakke til sammensat værktøj og progressivt værktøj:

Gennemløbstid for sammensat værktøj og progressivt værktøj:
|
|
Progressivt værktøj |
Sammensat værktøj |
||||
|
Leveringstid |
Små dør (mindre end eller lig med 1 M) Uger |
MediumStørrelse ( 2 M-3M ) Uger |
Stor Størrelse (3M- ) Uger |
SindkøbscenterStørrelse Mindre end eller lig med 2000 mm uger |
Medium dør 2000-3000mm uger |
Stor størrelse Større end eller lig med 3000 mm uger |
|
Simulering |
2 -3.5 uger |
3.5 -5.5 uger |
5,5 uger |
2 -3.5 uger |
3.5 -5.5 uger |
6 uger |
|
Design |
||||||
|
Mønster |
|
|
|
0.5 uger |
0.5 uger |
1 uger |
|
Støbning/stål |
0.5 -1 uger |
1 uger |
1,5 uge |
3 uger |
4 uger |
4 uger |
|
Fremstilling |
2.5 -3.5 uger |
3.5 -5.5 uger |
7 uger |
2.5 -4 uger |
3.5 - 5.5 uger |
7 uger |
|
Varmebehandling |
||||||
|
Forsamling |
3 - 4 uger |
5 - 10 uger |
10 uger |
3 - 4 uger |
5 - 10 uger |
10 uger |
|
Laserskårne dele |
||||||
|
Af værktøjsdele |
||||||
|
OK Dele |
||||||
|
Køb af |
||||||
|
Total |
8 -12 uger |
13 -22 uger |
24 uger |
11 -15 uger |
16.5 -25.5 uger |
28 uger |
FAQ:
Hvad er de forskellige typer matricer?
✹Forskellige typer matricer
✹Simpel die.
✹Compound Die.
✹Progressive Die.
✹Overførselsform.
✹Kombinationsmatrice.
✹Multiple Die.
✹Rund opdelt Die.
✹Justerbar matrice.
Definition og proces for sammensat værktøj?
Sammensat værktøjsstempling adskiller sig fra progressiv værktøjsstempling ved at udføre flere operationer - såsom skæring og formning - i et enkelt slag. Denne metode ligner en kok, der udfører flere skæreopgaver i en hurtig bevægelse.
Det er særligt effektivt til fremstilling af flade dele, hvor flere funktioner skal tilføjes samtidigt. Denne enkelt-takts tilgang sikrer høj præcision og justering, hvilket gør den ideel til dele med overordentlig dimensionel nøjagtighed.
Fordele ved CompoundVærktøjsstempling?
Den primære fordel ved Compound Tool Stamping er dens præcision. Da flere operationer udføres i et enkelt slag, minimeres risikoen for fejljustering mellem processer, hvilket resulterer i meget nøjagtige dele.
Denne metode er også effektiv til at producere flade komponenter, da den reducerer antallet af nødvendige hits sammenlignet med andre metoder og derved fremskynder produktionen.
Derudover har Compound Tool Stamping en tendens til at generere mindre skrotmateriale, hvilket bidrager til omkostningsbesparelser og miljømæssig bæredygtighed.
Ulemper og begrænsningeraf sammensat værktøj
Begrænsningerne ved Compound Tool Stamping omfatter dens lavere produktionshastighed end Progressive Tool Stamping, da det generelt bruges til mere detaljeret og præcist arbejde frem for højhastigheds masseproduktion.
Desuden er der bedre metoder til komplekse dele, der kræver flere bukke- eller formningsoperationer. Kompleksiteten og dybden af dele, der kan fremstilles, er begrænset, hvilket betyder, at denne metode er bedst egnet til enklere, fladere komponenter.
Populære tags: sammensat værktøj og progressivt værktøj, Kina sammensat værktøj og progressivt værktøj producenter, leverandører, fabrik
Et par af
Progressiv værktøjspladeDu kan også lide





Send forespørgsel